
Vi forsikrer deg om at vi alltid tilbyr høykvalitets 18 Cavities Cap Compression Machine. Hjelper deg med å velge riktige og høykvalitetsprodukter for å gripe markedet og åpne markedet med kvalifiserte produkter og tjenester, og oppnå gjensidig nytte.
Kortere syklustid for høyere produktivitet
Mindre energiforbruk
Høy spesifikk tetthet
Vedlikeholdsfrie former som varer i flere tiår
Rask fargeskifteprosess
Mindre avfall betyr lavere kostnader
| Modell | DRCM-018 |
| Produksjonskapasitet | 17000-18000/time (29/25MM lokk) |
| Diameter på hetten | 20-45 mm |
| Caps Høyde | 10-30 mm |
| Hettemateriale | PP/HDPE/LDPE |
| Formhulrom nr. | 18 |
| Makt | 380V/PH/50HZ |
| Installasjonskraft | 30KW |
| Luftforbruk | 0,3M3/time, 0,8Mpa |
| Maskindimensjon | 2660*1200*2000mm |
| Maskinvekt | 3.1T |

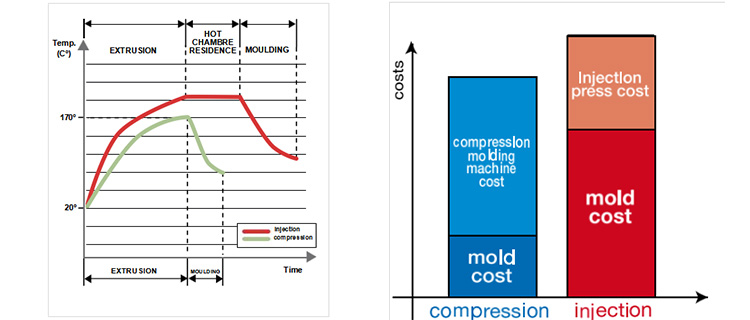
SAMMENLIGNET MED INJEKSJONSSTØPEMASKIN
| Punkt | Komprimering av hette støpemaskin |
Sprøytestøping maskin |
| Antall hulrom | 24 | 2*24 |
| Produksjon | 16800-23400 | 2*6000 |
| Strømforbruk | 26 | 2*36 (med form) |
| Strømforbruk per måned | 18720 | 51840 |
| Strømsparing per måned | 33120kw | |
| Kostnadsbesparende | $6650 00/måned (hvis $0 2/kw/t) | |
| Bruker tilsetningsstoff | Nei | Ja |
| Ved hjelp av formutløser | Nei | Ja |
| Merkelig lukt | Nei | Ja |
| Produktets utseende | Ingen injeksjonspunkt | Med injeksjonspunkt |
| Avfall | Nei | Ja |
| Arbeidskraft ressurs | 1 | 2 eller flere |
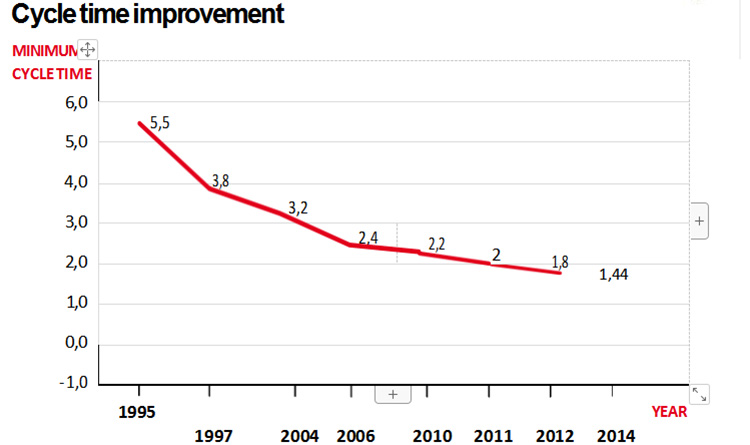
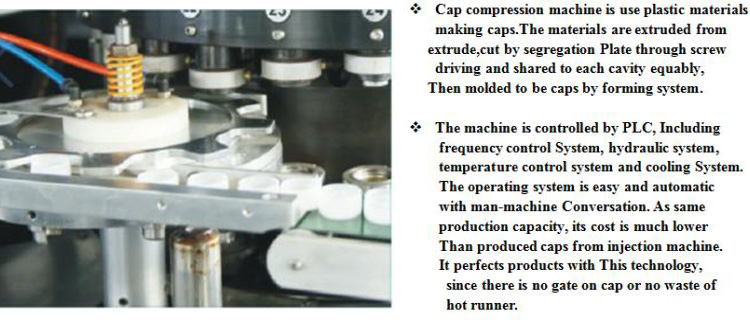
EN KORTERE SYKLUS-tid og dermed høyere produktivitet. Den lavere ekstruderingstemperaturen gjør at lokket kan avkjøles i formen raskere: dette har forkortet syklustider, som i tilfelle av lette hetter er kuttet til rundt 2 sekunder.
MINDRE ENERGIFORBRUK. Lavere ekstruderingstemperaturer betyr mindre energi er nødvendig for å bringe plasten til ekstruderingstemperatur, og siden plasten er kaldere, trengs mindre energi for å avkjøle den. Den samlede energibesparelsen per produsert cap kan være så høy som 45 %.
HØY SPESIFIK TETTHET. Når støpetrykket er likt, tillater lavere temperaturer oppnåelse av en høyere spesifikk tetthet; dessuten er injeksjonspunktet, som legger ekstra belastning på den smeltede plasten, fraværende. Denne teknologiske tilstanden gir mekaniske egenskaper og en konsistens som ville være uoppnåelig med injeksjon.
KONSISTENS har blitt et stort problem i tapping av drikkevarer der produksjonslinjene er stadig raskere og mer sofistikerte og hvor stopprelaterte anlegg ikke lenger kan tolereres.
VEDLIKEHOLDSFRI FORM som varer i flere tiår. Den vertikale og aksiale bevegelsen til kompresjonsformen sikrer - i motsetning til sprøyteformen, belastet av sin egen vekt - at formene er beskyttet mot all slags slitasje. Kompresjonsstøping betyr ingen slitasje på formene gjennom hele arbeidslivet.
HURTIGE FARGEBYTTE Disse kan gjennomføres raskt uten å måtte rengjøre et varmt kammer, som er fraværende i kompresjonsprosessen. MINDRE AVFALL lavere kostnader.
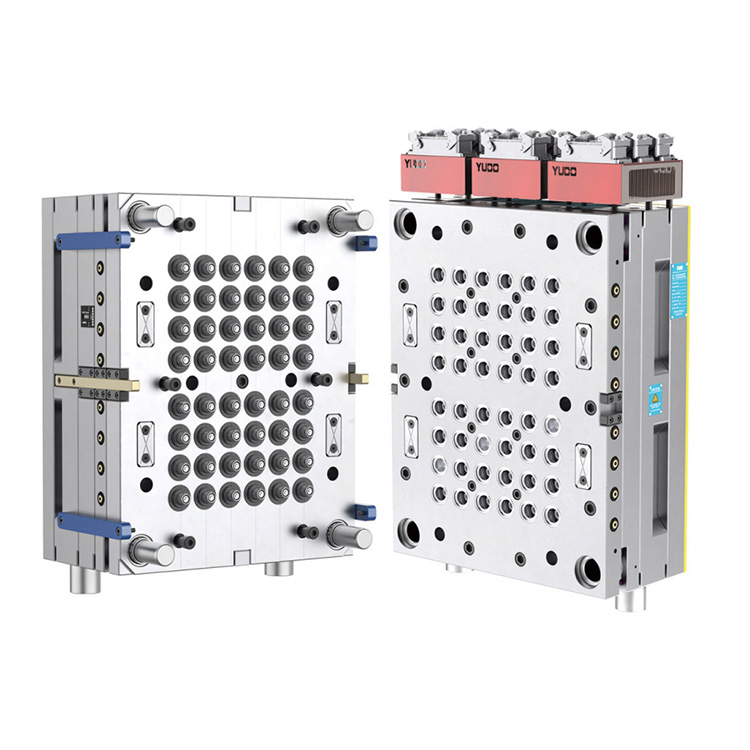
| Formmateriale | Hulrom | DC53, Japan |
| Kavitetsbase | Beryllium Copper, USA | |
| Cavity Pidestall | S136 .Sverige | |
| Skrue av Cavity Pidestall | DC53, Japan | |
| Kjerne | Beryllium Copper, USA | |
| Tråddel | DC53, Japan | |
| Medium erme | DC53, Japan | |
| Avstøpingshylse | S136 .Sverige | |
| Mugghardhet | Etter vakuumantenning, -180 °C kryogenisk behandling, nitrering, deretter DLC (Diamond-Like Carbon), er formens hardhet rundt 70 grader. | |
Eksporter standard emballasje
Vår tekniker kan være kjøperens fabrikk for å installere og kjøre maskinen . Men kjøperen bør bære alle kostnadene for teknikerens reise (inkluderer flybilletten, kostnadene for overnatting og lønnen)
LEVERINGSDATO: 55-60 DAGER ETTER FÅTT DEPOSITUM.
LEVERINGSHAVNEN: NINGBO, KINA