
Vi forsikrer deg om at vi alltid tilbyr høykvalitets 24 hulrom høyhastighets komprimeringsmaskin og service. Hjelper deg med å velge riktige og høykvalitetsprodukter for å gripe markedet og åpne markedet med kvalifiserte produkter og tjenester, og oppnå gjensidig nytte.
Kortere syklustid for høyere produktivitet
Mindre energiforbruk
Høy spesifikk tetthet
Vedlikeholdsfrie former som varer i flere tiår
Rask fargeskifteprosess
Mindre avfall betyr lavere kostnader
24cavities cap kompresjonsmaskinen har allerede gjort store forbedringer på maskinens utgang. 24cavities cap kompresjonsmaskinens utgang er allerede økt til å være 42000-45000 stk per time. Det er økt med rundt 90 % produksjon på samme hulromsmaskin. Samtidig har maskinens hydrauliske system også gjort store forbedringer og utviklinger. Den store økningen i cap-utgangen forbedrer produksjonseffektiviteten betraktelig og reduserer produksjonskostnadene.


| Modell | DRCM-24H |
| Produksjonskapasitet | 40 000-42 000/time (29/25 MM lokk) |
| Caps diameter | 20-45 mm |
| Caps Høyde | 10-30 mm |
| Hettemateriale | PP/HDPE/LDPE |
| Formhulrom nr. | 24 |
| Makt | 380V/PH/50HZ |
| Installasjonskraft | 75KW |
| Luftforbruk | 1,2M3/time, 1,0Mpa |
| Maskindimensjon | 4200*2200*2100mm |
| Maskinvekt | 7,5T |
SAMMENLIGNET MED INJEKSJONSSTØPEMASKIN
| Punkt | Komprimering av hette støpemaskin |
Sprøytestøping maskin |
| Antall hulrom | 24 | 2*24 |
| Produksjon | 16800-23400 | 2*6000 |
| Strømforbruk | 26 | 2*36 (med form) |
| Strømforbruk per måned | 18720 | 51840 |
| Strømsparing per måned | 33120kw | |
| Kostnadsbesparende | $6650 00/måned (hvis $0 2/kw/t) | |
| Bruker tilsetningsstoff | Nei | Ja |
| Ved hjelp av formutløser | Nei | Ja |
| Merkelig lukt | Nei | Ja |
| Produktets utseende | Ingen injeksjonspunkt | Med injeksjonspunkt |
| Avfall | Nei | Ja |
| Arbeidskraft ressurs | 1 | 2 eller flere |
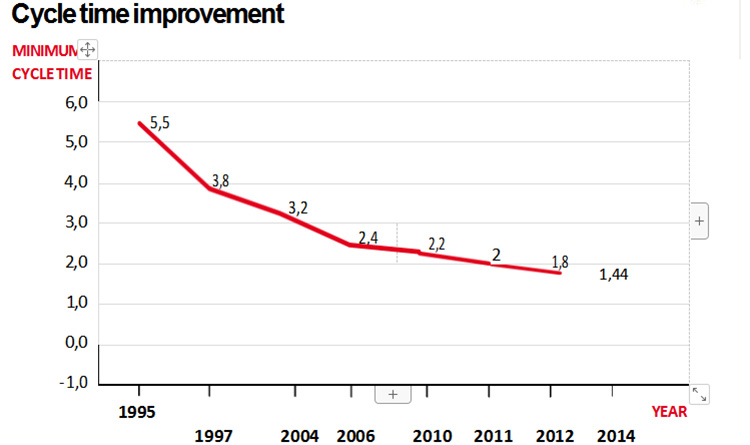
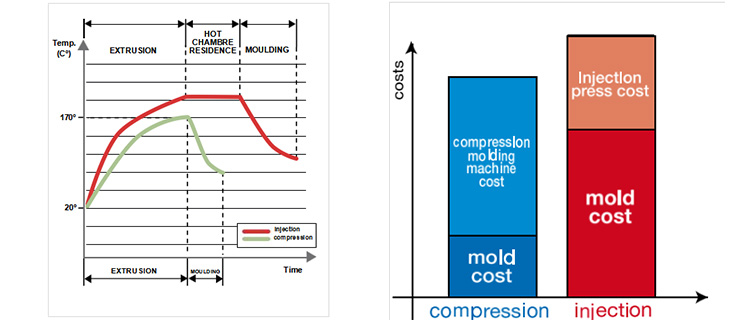
EN KORTERE SYKLUS-tid og dermed høyere produktivitet. Den lavere ekstruderingstemperaturen gjør at lokket kan avkjøles i formen raskere: dette har forkortet syklustider, som i tilfelle av lette hetter er kuttet til rundt 2 sekunder.
MINDRE ENERGIFORBRUK. Lavere ekstruderingstemperaturer betyr mindre energi er nødvendig for å bringe plasten til ekstruderingstemperatur, og siden plasten er kaldere, trengs mindre energi for å avkjøle den. Den samlede energibesparelsen per produsert cap kan være så høy som 45 %.
HØY SPESIFIK TETTHET. Når støpetrykket er likt, tillater lavere temperaturer oppnåelse av en høyere spesifikk tetthet; dessuten er injeksjonspunktet, som gir ekstra belastning på den smeltede plasten, fraværende. Denne teknologiske tilstanden gir mekaniske egenskaper og en konsistens som ville være uoppnåelig med injeksjon.
KONSISTENS har blitt et stort problem i tapping av drikkevarer der produksjonslinjene er stadig raskere og mer sofistikerte og hvor stopprelaterte anlegg ikke lenger kan tolereres.
VEDLIKEHOLDSFRI FORM som varer i flere tiår. Den vertikale og aksiale bevegelsen til kompresjonsformen sikrer - i motsetning til sprøyteformen, belastet av sin egen vekt - at formene er beskyttet mot all slags slitasje. Kompresjonsstøping betyr ingen slitasje på formene gjennom hele arbeidslivet.
HURTIGE FARGEBYTTE Disse kan gjennomføres raskt uten å måtte rengjøre et varmt kammer, som er fraværende i kompresjonsprosessen. MINDRE AVFALL lavere kostnader.
| Formmateriale | Hulrom | DC53, Japan |
| Kavitetsbase | Beryllium Copper, USA | |
| Kavitetssokkel | S136 .Sverige | |
| Skrue av Cavity Pidestall | DC53, Japan | |
| Kjerne | Beryllium Copper, USA | |
| Tråddel | DC53, Japan | |
| Medium erme | DC53, Japan | |
| Avstøpingshylse | S136 .Sverige | |
| Mugghardhet | Etter vakuumantenning, -180 °C kryogenisk behandling, nitrering, deretter DLC (Diamond-Like Carbon), er formens hardhet rundt 70 grader. | |
| Varenr. | DELER BILDER | DELENES NAVN | MERKE |
| 1 |

|
Touch-skjerm | SIEMENS (TYSKLAND) |
| 2 |

|
Reservedeler for varmesystem | ZOPPAS |
| 3 |

|
Hovedkontakt for luft og vann | FISTO |
| 4 |

|
Hydraulisk system | TAIWAN |
| 5 |

|
OLJEPUMPE | Denison (Amerikansk) |
| 6 |

|
SOLID STATE RELÉ | SIEMENS (TYSKLAND) |
| 7 |

|
BÆRING | NSK(JAPAN) |
| 8 |

|
Frekvenskonvertering | SIEMENS (TYSKLAND) |
| 9 |

|
Circuit Break | SIEMENS (TYSKLAND) |
| 10 |

|
PLC | SIEMENS (TYSKLAND) |
| 11 |

|
Koble til terminal | DEFURO (TYSKLAND) |
| 12 |

|
Draft Fan | ITALIA |
1. Forbedre styringssystemet og et komplett sett med avansert produksjonsutstyr:
Fabrikken vår har hele produksjonsutstyret for støpeformen og maskinen. Delbehandling, så alle delene er ferdige og behandlet på min eierfabrikk, den kan sørge for at delene er ferdige og nøyaktige
2. Teknikerne har rik produksjonserfaring, og sjefen tar hensyn til produktutvikling og teknologiforbedring
sjefen vår er teknikeren som kan all teknologien om formen og maskinen. Han bruker mye tid og kostnader på å lære av den andre bedre og kjente fabrikken. Han deltok i utviklingen av maskinen hele tiden. Han kan kontrollere produktenes kvalitet og sørge for forbedringen på alle produktene.
3. Et sterkt ettersalgsserviceteam garanterer ettersalgsservicen til maskinen.
Maskinen vår har rundt 6 teknikere som er spesielle for å utføre ettersalgsservice. De flyr alltid til et annet sted for å utføre ettersalget for maskinen vår. De flyr til kjøperens fabrikk for å utføre installasjonen og opplæringen på maskinen som kjører.
4. Egenproduserte former av maskinen for å sikre tilpasningen mellom form og maskin.
Vår fabrikk har mer enn 20 års erfaring i formproduksjon for å sikre tilpasningen mellom maskinen og formen og fremtidig vedlikehold
5. Felles utvikling av elektro- og kontrollsystemer for maskiner med Siemens
1. Cap komprimering maskinen er en utstyr som kreves høy teknologi og lang tid utvikling. Ikke noe å sette sammen alle reservedelene da går det bra. Det viktigste er støpehydraulikkoljesystemet og PLS-kontrollsystemet. Helt ærlig tar vår sjef og ingeniør del i utviklingen av hydraulikkoljesystemet og utviklingen av PLS-kontrollersystemet sammen med leverandøren. Som vårt PLS-kontrollersystem er utvikling av vår FoU-avdeling og SIMENS Company FoU-avdeling. Hele vårt maskin-PLS-system er fra SIMENS, til og med plugg- og ledningskontakten. Du kan se en annen fabrikk, i PLS-systemet, alle reservedelene er fra forskjellige leverandører, som noen deler fra Taiwan Delta, noen deler fra OMRON, noen deler fra SIMENS, de kobler bare alle delene sammen. Ikke tenk på hele programmet til maskinen.
Eksporter standard emballasje
Vår tekniker kan være kjøperens fabrikk for å installere og kjøre maskinen . Men kjøperen bør bære alle kostnadene for teknikerens reise (inkluderer flybilletten, kostnadene for overnatting og lønnen)
LEVERINGSDATO: 55-60 DAGER ETTER FÅTT DEPOSITUM.
LEVERINGSHAVNEN: NINGBO, KINA